I’ve got a chinese cutter ( I hear your groans lol) Its been relatively reliable until 4 weeks ago when the flow sensor packed up, this has been replaced. When I started cutting again I had to use a lot more power than previously to cut the same material.
I thought the tube had moved and so checked alignment of tube, mirrors and lens. I cannot get it aligned but tonight starting again right from the tube at the first mirror I’ve discovered on a very low power test instead of just one hole I get two. (Repeated a few times to retest).
Almost all CO2 laser cutters are made in China. Very many RF laser cutters are also made in China. Very few laser cutters don’t have Chinese made parts. The problem usually isn’t China, it’s is that customers don’t want to pay very much money, so there is a market for very cheaply made machines. People spend a few hundred pounds on a cutter and buy very cheap products which due to the lack of cost, are filled with poor quality parts and are cheaply made. China is producing laser cutters of all qualities for all markets, so it is not the inherent Chinese 'ness of your cutter, it’s the low cost of it that is causing problems. I would prefer to avoid xenophobic views of Chinese made products here.
When you say you get one hole, where are you getting one hole? On masking tape at mirror one?
A laser actually fires a circle of laser and not a dot. Sometimes this can be interpreted as more than one dot.
Sometimes when a laser beam is diffracted it splits, i.e. its clipping/hitting something in its path to the lens effectively creating two weaker beams. This could cause some shadowing which might look like 2 dots.
On the other hand if you are truly getting two dots at the first mirror, right out the end of the tube, you have a broken tube.
Perhaps if you have a smart phone you could take and upload some pictures here? Give some explanation about where in the machine you are experiencing this issue.
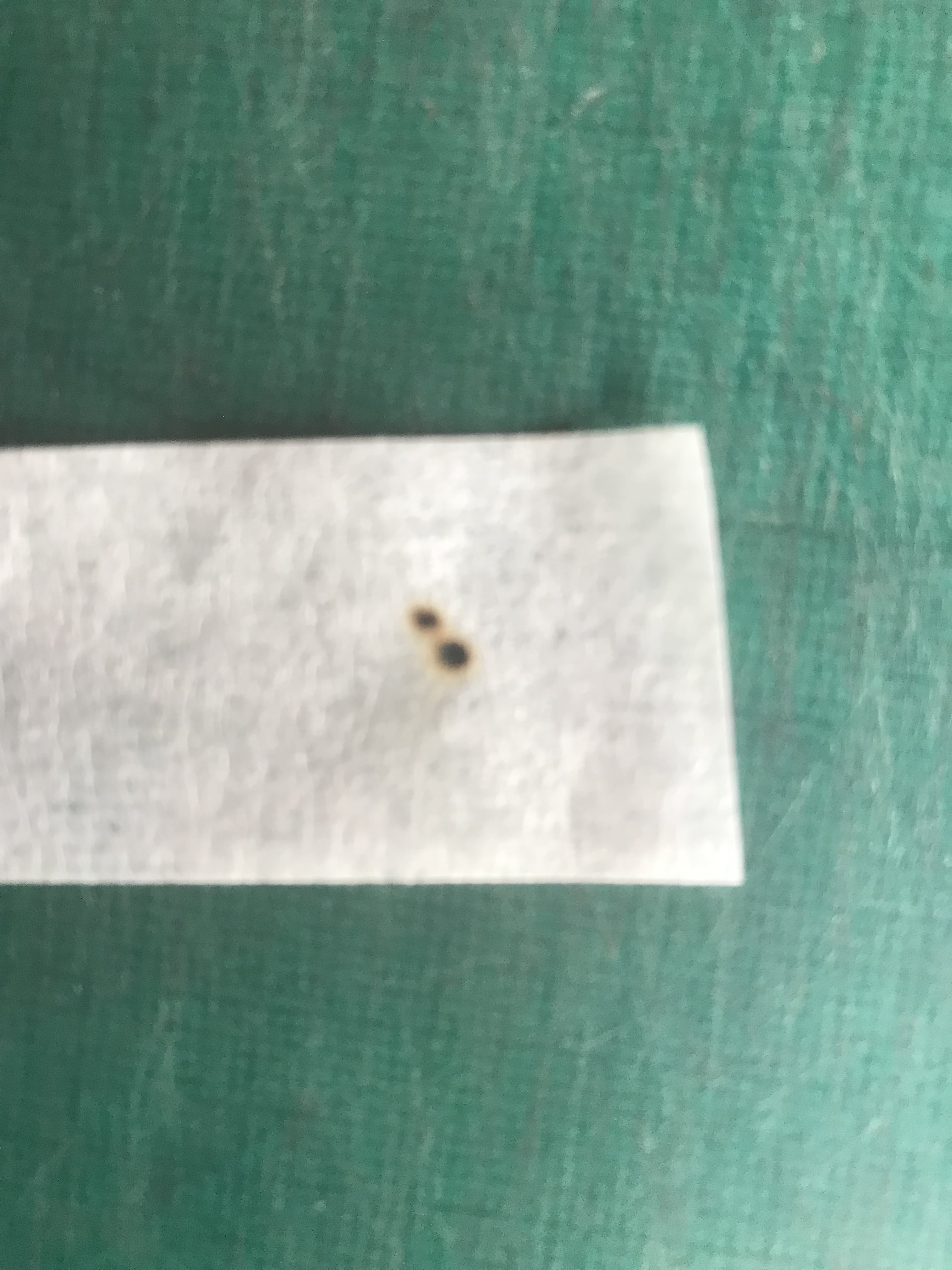
Hi, Two photos. The first shows the laser tube firing end shooting into the first mirror. Its covered with masking tape and is at 5% power. (The position is not entirely accurate as it was videoed the first time and woulden’t upload so was reshot as a photo but the beamis central to the mirror,)
The second photo is of the masking tape showing two seperate marks.
As mentioned in my last reply, the laser beam is a circle.
That is to say that before it reaches the focusing lens and is focused into a tight cutting beam, it is a tube of invisible light, which if you fire it at just the right % will show as a circle, or an ellipse if you shoot it at an angled mirror and never a dot until it’s been focused. At mirror 1 I would be expecting to see a broad burn mark, probably ellipse shaped and much bigger than these two dots. So this isn’t necessarily something to worry about. Or to be more specific, the 2 dots is a red herring for you solving whatever problem it is you’ve been having.
Also if you have a mirror, like the sort you get in a Christmas cracker, that you can use to look at the very end of your laser tube? Be careful, do not do this whilst there is a danger of the tube striking or firing for what I hope are obvious reasons. You can have a look at the partial reflecting mirror at the end of your tube. Check it’s clean and not cracked.
So why two dots? What I think you are seeing here is the two hottest parts of that broader circle/ellipse. I’d be interested to hear/see what happens as you carefully turn the power up? At what point do you get a broad mark on the tape on mirror 1? Generally speaking, tube of the size you have won’t even strike below 12% power (bearing in mind that these % can be somewhat arbitrary).
99 times out of 100, not cutting problems are alignment. Alignment isn’t really about getting the beam in the middle of the mirror (though that does help) it’s about getting the beam to be consistent across the entire bed and down through the lens and the tiny hole below it.
Do you like YouTube? Here are so GOOD YouTube video about alignment. This guy is very direct. He says you MUST have a few things which I don’t really agree with but it’s a good explanation.
and Russ… who I think you might already be watching? Take Russ with a bit of a pinch of salt, he’s a very old-school and overly exact engineer so you might get a bit bogged down in the detail.
Alternatives…
If it really really isn’t alignment, (it’s almost always alignment) this suggests to me that either your tube is dying (depending on how old it is and how you’ve used it this may or may not be unlikely). Your optics (lens/mirror) are damaged/loose/wrong/something else.
On a big tube like that, the power supply will be fairly meaty (hopefully?!) so it’ll likely have 2 flyback transformers inside it. Sometimes 1 of those 2 transformers can die and cause a halving of power, again, this is unlikely.
I also notice you have a water hose marked “in” on your cutter. It doesn’t really matter which way you push water through your tube, but usually that end of the tube is the out end? Does your machine have a flow sensor inside it? If so then you need to be 100% sure you have that in the correct direction of flow. If it does and you’ve gotten this the wrong way around, the flow sensor may not be working correctly (meaning the laser doesn’t fire though we know that’s not the case) or might even be blocking water flow around your tube. This would cause a major loss in power and the eventual destruction of your tube.
My point is that the problem could be 100 different things. Send us even more information and we can try and logically work out what the issue is. I’d like to see the result of a simple alignment test… it’s where I always start with a “laser not cutting” diagnostic. I do that in the video below.
Just as a side note, don’t put masking tape directly onto your mirrors, the laser beam will burn a lot of hot adhesive onto the surface. Back your tape with some card or double up your tape to keep glue off your mirrors. Good luck @phurc and let me know how you get on!
Let me know how you get on @phurc, the important thing is to try and get diagnostic steps in the right logical order to avoid making a premature conclusion. Good luck!
@Smokey Hi thanks for that.
A few updates, I think you are right about the water cooling being the wrong way round! When I took piping off the tube I did them only one end at a time so I coulden’t put them back wrongly (I have virtually no short term memory so tend to have to work this way) as a precaution I put the masking tape sign on. I got confused when I saw the holes in the case were labelled the reverse of what I thought they should be. I have to conclude they were fitted wrong at the factory! As you say it can work both ways round as long as the water flow sensor faces the right way.
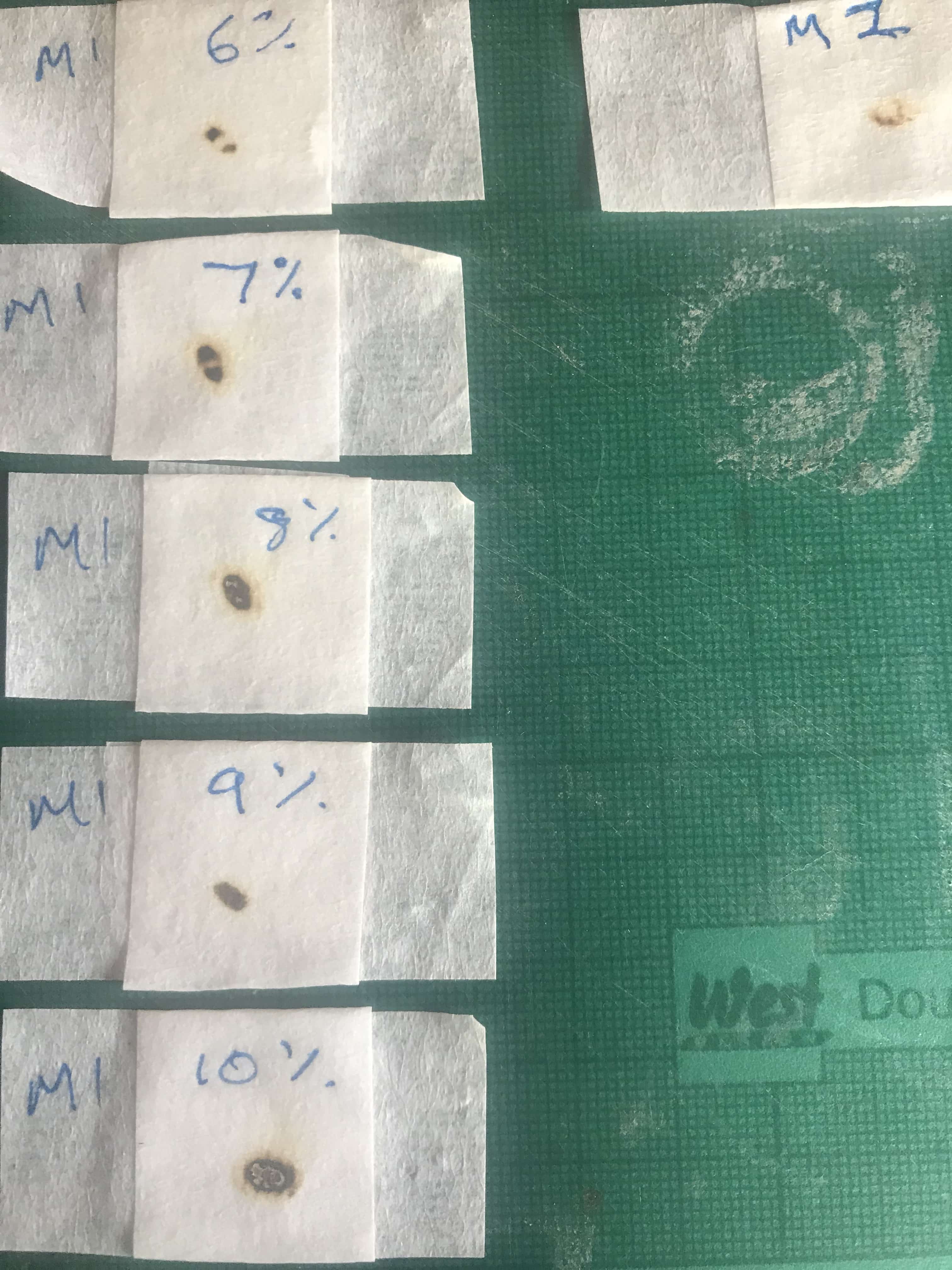
Photo of my beam hitting the first mirror (notice I’m using your improved masking tape method. lol)
At the moment I’m in agreement with you that I think it is alignment that is the issue. Still struggling but will get there in the end.
How do mirrors get damaged? Whats the commonest causes? I clean with petroleum distillate.
This is all good info. The 10% shot in your photo looks good and normal to me as I would expect from a functioning tube. Remember, tubes don’t really work properly below about 12%.
These are the common mirror problems.
They get scratched
they tarnish
they were poor quality in the first place
they get dirty and then the dirt gets burned on
the extraction is poor and they get layers of particulate on them
the room is cold/damp at night and they get condensation on them
you do stuff with chemicals in the room causing them to tarnish
Petroleum distillate, a lint free cloth are fine for cleaning. Always dry clean with a cloth, I use a lens cloth from the opticians.
I think you were right it was in the alignment however mirror 1 (the first in the series) was damaged which probably hampered the alignment process and certainly affected the strength of the beam.